
Cool-feeling deformed anti-bacteria polyamide 56 fiber
1456Cool-feeling deformed anti-bacteria polyamide 56 fiber
View detailsSearch the whole station
Abstract: Modified polypropylene (PP) chips were prepared by adding an appropriate amount of di-tert-butyl peroxide (DTBP) into PP chips. Ultrafine PP full-drawn yarn (FDY) was subsequently produced via melt spinning using the modified PP chips as raw material. The optimal preparation conditions for ultrafine PP FDY were investigated, along with their structure and properties. The results showed that when the DTBP mass fraction was 0.6%–1.0%, the modified PP chips exhibited good spinnability and met the requirements for spinning ultrafine PP filaments. Under the following conditions—chip drying temperature of 70 °C, drying time of 3–4 h, screw zone temperatures of 255–260 °C, spinning temperature of 265 °C, first and second godet roller (GR1/GR2) temperatures of 90/130 °C, total draw ratio of 2.08, and winding speed of 3,000 m/min—the resulting 144 dtex/288 f ultrafine PP FDY (monofilament linear density: 0.5 dtex) displayed a smooth surface, monofilament diameter of 9–10 μm, breaking strength of 3.33 cN/dtex, elongation at break of 58.22%, and degree of orientation of 73.79%.
Keywords: polypropylene fiber; ultrafine fiber; melt spinning; di-tert-butyl peroxide; modification; structure; properties
Ultrafine fibers generally refer to fibers with a monofilament linear density below 1.0 dtex. Common methods for producing synthetic ultrafine fibers include direct spinning, composite spinning, blend spinning, meltblown spinning, flash spinning, centrifugal spinning, and electrospinning [1–3]. Among these, direct spinning is widely used in commercial production of ultrafine fibers with linear densities between 0.3 and 1.0 dtex due to its simplicity and low cost [4]. However, compared with conventional fibers, direct spinning of ultrafine fibers imposes higher demands on raw materials, such as narrow molecular weight distribution and excellent melt flow properties [5].
Polypropylene (PP) ultrafine fibers are one of the key raw materials for high-performance battery separators, offering advantages including low cost, good mechanical properties, and high chemical stability [6]. Conventional PP typically has a high molecular weight, broad molecular weight distribution, and poor melt flowability, making it unsuitable for ultrafine fiber production. Therefore, flow modifiers (e.g., “cooling masterbatches”) are often used to improve the melt rheology and spinnability of PP [7]. For instance, organic peroxides can be added to low-melt-flow-index PP resins to induce chain scission of high-molecular-weight segments, yielding PP with a narrower molecular weight distribution, improved flowability, and largely retained original properties—thus meeting the requirements for ultrafine PP fiber spinning [8–9].
In this study, modified PP chips were prepared by incorporating di-tert-butyl peroxide (DTBP) into PP chips. Ultrafine PP FDY was then produced via melt spinning using these modified chips. The optimal process conditions for preparing ultrafine PP FDY were systematically investigated, yielding promising results.
PP chips were fed into an extruder hopper. A dual-plunger micro-pump was used to introduce a controlled amount of DTBP into the molten PP within the extruder. After melt blending, the mixture was extruded, cooled in a water bath, pelletized, and dried to obtain modified PP chips.
Modified PP chips were processed via melt spinning to produce 144 dtex/288 f ultrafine PP FDY (monofilament linear density: 0.5 dtex). The process flow and parameters are shown in Figure 1 and Tables 1–3. GR1 and GR2 denote the first and second hot godet rollers, respectively.
Process Flow:
Modified PP chips → Feeding → Drying → Melt extrusion → Melt filtration → Spinning pack → Metering pump → Spinneret → Oil application → GR1 → GR2 → Winding → Ultrafine PP FDY
Table 1. Drying Conditions
Table 2. Spinning Conditions
Table 3. Winding Conditions
As shown in Figure 2, the apparent viscosity of modified PP melt decreased significantly compared to unmodified PP, indicating that DTBP effectively enhanced melt flowability—beneficial for fiber formation. This is attributed to DTBP-induced chain scission of high-molecular-weight PP chains, reducing molecular weight and narrowing its distribution, thereby lowering melt viscosity [10–12]. Experiments confirmed that a DTBP addition of 0.6–1.0 wt% yielded modified PP chips suitable for spinning 0.5 dtex filaments.
Although conventional PP fibers typically do not require drying, ultrafine fiber production (<0.5 dtex) under high-speed spinning is highly sensitive to chip moisture. Optimal drying: 70 °C for 3–4 h.
Excessive temperature reduces viscosity, causing uneven extrusion and filament (flying filaments); too low a temperature increases viscosity and die swell, leading to spinneret clogging. Optimal: screw zones 255–260 °C, spinning temperature 265 °C.
As shown in Table 4, GR1 at 85–95 °C gave good spinnability and fiber properties. Best performance at 90 °C: breaking strength 3.33 cN/dtex, elongation 58.22%, orientation 73.79%.
Table 5 shows that while mechanical properties were less affected, spinnability declined above 130 °C due to excessive chain relaxation and roller wrapping. Optimal: 130 °C.
Table 6 indicates that increasing draw ratio improved strength and orientation but reduced elongation and spinnability beyond 2.08. Optimal total draw ratio: 2.08.
As shown in Table 7, higher speeds increased orientation and strength but also air resistance and breakage. At 3,000 m/min, good balance of quality and productivity was achieved.
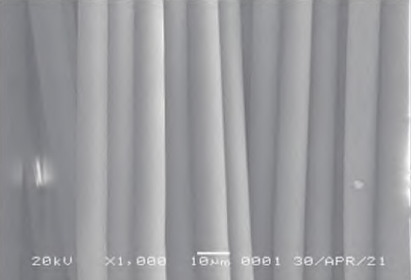
Figure 3 (×1,000 SEM) shows smooth, cylindrical filaments with uniform diameter of 9–10 μm, meeting battery separator requirements. Note: PP’s hydrophobicity may require post-treatment for improved wettability.
Table 8 summarizes key properties:
High orientation indicates well-aligned molecular chains along the fiber axis, contributing to superior mechanical strength [15–16].
a. DTBP significantly improves PP melt rheology. With 0.6–1.0 wt% DTBP, melt viscosity at 270 °C is sufficiently reduced for fine denier spinning.
b. Optimal process parameters:
– Drying: 70 °C, 3–4 h
– Screw zones: 255–260 °C
– Spinning temp: 265 °C
– GR1/GR2: 90/130 °C
– Draw ratio: 2.08
– Winding speed: 3,000 m/min
c. Under these conditions, 144 dtex/288 f PP FDY exhibits:
– Smooth surface, 9–10 μm diameter
– Breaking strength: 3.33 cN/dtex
– Elongation: 58.22%
– Orientation: 73.79%
– Suitable for battery separator applications.

Cool-feeling deformed anti-bacteria polyamide 56 fiber
View details
BAMBOO POLYESTER FIBER ELASTIC SPUN FIBER
View details
COMPACT-SIRO SPUN FLAME RETARDANT ACRYLON AND COTTON BLENDED YARN
View details
MOISTURE ABSORPTION AND QUICK DRYING COTTON YARN
View details



HelloPlease log in